

In the automotive industry, there are measurement tasks which require simultaneous detection of several measurement values or three-dimensional detection of measurement objects within short cycle times. For example, when assembling the windshield, a scanCONTROL laser line sensor is used to detect detailed distance values.
 The automotive industry is the sector where most industrial robots are used. Therefore, the requirements regarding cycle time, degree of automation and repeatability are increasing. In production and joining processes from the shock absorber to the front spoiler and the lights, many steps must be carried out during which different parts are joined. Previously, the production processes were rigid. Now, these are controlled in real-time by state-of-the-art sensor technologies. Meanwhile, the tolerances of the gap sizes have halved and are now between 0.5mm to 2mm. In order to achieve these tolerances, all working steps must be carried out accurately. The joining processes in production automation for example require precise assembly. This is why robots have now taken over most of these processes. In addition to the optical-visual impression, the correct and long-life function of all parts must be ensured. Squeaking doors are not acceptable and windows must be tight and installed flush. In parallel, perfect appearance and functionality of the vehicle must be achieved using as little material as possible. For these tasks, robots are perfectly suitable as they work continuously and reliably without psychological and physiological impairments, while operating quickly and accurately. Furthermore, they also take over many tasks that previously would have involved heavy manual labor for employees. Laser sensors and laser scanners from Micro-Epsilon are used in these applications for intelligent robotics. They detect measurement values in real time and can directly transmit these to the PLC. The result is improved quality control based on extremely high accuracy, process optimization, cost savings and material savings.
The automotive industry is the sector where most industrial robots are used. Therefore, the requirements regarding cycle time, degree of automation and repeatability are increasing. In production and joining processes from the shock absorber to the front spoiler and the lights, many steps must be carried out during which different parts are joined. Previously, the production processes were rigid. Now, these are controlled in real-time by state-of-the-art sensor technologies. Meanwhile, the tolerances of the gap sizes have halved and are now between 0.5mm to 2mm. In order to achieve these tolerances, all working steps must be carried out accurately. The joining processes in production automation for example require precise assembly. This is why robots have now taken over most of these processes. In addition to the optical-visual impression, the correct and long-life function of all parts must be ensured. Squeaking doors are not acceptable and windows must be tight and installed flush. In parallel, perfect appearance and functionality of the vehicle must be achieved using as little material as possible. For these tasks, robots are perfectly suitable as they work continuously and reliably without psychological and physiological impairments, while operating quickly and accurately. Furthermore, they also take over many tasks that previously would have involved heavy manual labor for employees. Laser sensors and laser scanners from Micro-Epsilon are used in these applications for intelligent robotics. They detect measurement values in real time and can directly transmit these to the PLC. The result is improved quality control based on extremely high accuracy, process optimization, cost savings and material savings.
Marriage of engine and car body
optoNCDT laser point sensors, for example, monitor the “marriage” of the car body and the engine. Car body and engine, i.e. the entire drive train, are joined together in so-called marriage lines. Therefore, the drive train is moved into the production line on a frame. At this point, the car body is suspended from a device and is swiveled from above by a robot in such a way that the car body is above the drive train, which is then lowered onto it. Laser triangulation sensors mounted on the device measure the distance between the car body and the engine. Now, the car body must be placed exactly onto the drive train and fastened accordingly.
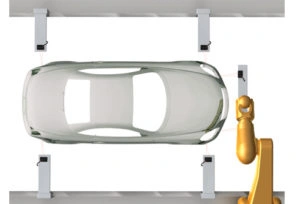
High precision cockpit positioning
The cockpit in the car includes hundreds of individual parts and weighs up to 100kg. During its installation into the vehicle, it must be positioned precisely. Therefore, a rectangular frame of metal struts with two grippers is mounted on the outsides on a robot arm. The gripper grabs the cockpit on both sides and moves it horizontally in the direction of the vehicle, which is fed into the assembly line on a conveyor belt. Shortly before reaching the vehicle, the robot inclines the cockpit side to be mounted slightly downwards. In this position, the cockpit is swiveled into the passenger compartment over the robot through the opening, which is intended for the driver door and then turned horizontally again. Typically, four optoNCDT laser sensors are used for this measurement task which are installed in the four corners of the metal frame respectively. They are fixed both on the top and the bottom, i.e. in the four corners of the metal frame, which is equipped with the grippers. The sensors measure reference points in the vehicle interior in real time. These can be prominences and depressions. The four sensors ensure that the cockpit is properly aligned in all directions (x-, y- and z-axes). When all sensors have detected their respective reference marks, the robot is stopped in order to move the cockpit forward into exactly this position relative to the car body, to dock it on and to fix it in place. For the entire process including the fitting of the cockpit, an extremely short cycle time of less than one minute is required. Furthermore, the sensors must operate independently of the surfaces, as different reflections occur due to the multitude of different surface paints used – from dark to bright colors and from mat to shiny appearances.

Strengths of the laser point sensors
Considered as one of the best in their class, optoNCDT laser point sensors are used for displacement, distance and thickness measurements. The Real-Time Surface Compensation feature (RTSC) enables the sensors to operate regardless of materials and colors. The extremely small measurement spot size also enables the measurement of very small objects, while simultaneously providing high accuracy measurements down to the micrometer range. Measurement data is generally available in real time and so can be used to automatically correct and control the production process. Depending on the model, Micro-Epsilon’s wide product range of red and blue laser scanners covers measuring ranges from 2mm to 1000mm and measuring rates from 2kHz to 49.14kHz with resolutions down to 0.03µm. High precision laser sensors from Micro-Epsilon are used in high-tech areas such as automotive industry and 3D printing, where aircraft components are also produced.
Car windows
In the automotive industry, measurement tasks in which the simultaneous detection of multiple measurement values and three-dimensional detection of measurement objects within short cycle times are required. For example, when installing the windshield, a scanCONTROL laser line sensor detects detailed distance values in all axes. In the installation process, the sensor is mounted onto the robot, which fits the window into the vehicle. When the windshield is placed on the car, the scanner detects the complete profile and vicinity of the windshield while all necessary values are determined with a single run in quick time. It can be determined whether the windshield is placed straight and centered or whether it fits perfectly in every plane. The results, which are in this case the gap and flushness, are directly generated in the sensor head and output to the PLC.
Another measurement task concerns the adhesive, which is already applied before the windshield is fitted into the chassis and also detected by a laser scanner. Therefore, the scanner is directly mounted onto the robot that applies the adhesive beading. Here, the sensor moves along the adhesive bead to create a 3D image. It reveals whether the adhesive quantity is sufficient, whether it is applied evenly and whether the bead is applied in the correct places. All detected measurement values are stored separately. If an error occurs in the process at a later point in time, these measurement values can be used for analysis purposes.
Gap inspection
When assembling a vehicle, numerous gap and flushness measurements are necessary. This includes, among other things, the position inspection of airbag stitching. The scanner detects the contour of the stitching while being guided by a robot arm and evaluates several features synchronously. The laser scanner continuously inspects the distance between the stitching and the separating point between the single stitches and outputs the evaluation directly as 0 (NOK) or 1 (OK) via the Ethernet interface. Beyond that, the height difference between two single components is directly inspected in order to immediately recognize any faulty assemblies that might impair the safety.
Another measurement task involves gap monitoring in car interiors. Important parameters of quality are homogeneous gap sizes of cockpit elements and the center console. Depending on the inspection situation, a single scanner applied on a robot arm can measure different gaps in a static or dynamic mode; alternatively, a special frame on the robot arm is used that enables the scanner to detect a number of different gaps in the interior in static mode within fractions of a second. The sensor evaluates these measurement values and sends a signal to the control system if the values measured lie within the tolerances defined by the customer. Other gap inspections also concern the car body, e.g. when measuring gaps in doors or when assembling body trims.
Website: www.micro-epsilon.com

