

A look at the essential role of femtosecond laser micromachining
in the production of life-saving medical devices
By Brennan DeCesar, Lucine Grigoryan, Kyle Marion, and Hojin Jang, AMADA WELD TECH
The unique benefits of ultrashort pulse lasers in the manufacture of modern medical devices, as well as in the development of next-generation concepts, have been well established. Although generally unsuitable for most joining processes (apart from certain glass and dissimilar material welding applications), ultrashort pulse lasers have demonstrated unrivalled capabilities in non-contact, micro- and nano-scale material removal-an arena commonly and broadly termed “laser micromachining.” In the medical device industry, laser micromachining processes-precision cutting, drilling, and texturing-provide critical steps in the transformation of clinical products. For example, metal tubes are fabricated into implantable stents, or polymer balloons become expandable catheters and filters-devices and tools surgeons and patients alike rely on every day for life-saving procedures.
This article ties these fundamental laser micromachining and material removal processes to a selection of key medical devices and technologies, with a focus on the specific advantages offered by femtosecond (fs) lasers.
A Brief History
Following the invention of the first laser using a ruby crystal in 1960, new laser sources were developed and soon implemented in industrial cutting and drilling applications, as well as in early medical procedures for tissue ablation. By the 1990s and 2000s, Nd:YAG, Nd:YVO4, and various fiber-based short-pulse nanosecond lasers had greatly expanded the boundaries of what lasers could achieve for micron-level machining. However, these achievements were soon surpassed by ultrashort-pulse picosecond lasers that provided even more precisely controlled energy delivery. Manufacturers of highly regulated medical devices, already committed disciples of laser processing but seeking to further improve their throughput and margins, were left to weigh the considerable quality benefits afforded by picosecond lasers against their higher price and more complicated integration requirements.
Ultrashort pulse femtosecond lasers leave manufacturers with similar considerations, but their further enhanced processing capabilities increasingly tip the scales in favor of their widespread adoption in industry. Producing pulses two to three orders of magnitude shorter than their picosecond laser counterparts, femtosecond lasers were initially largely confined to academic and research environments, where they demonstrated remarkable capabilities but were constrained by their complexity, as well as by their power and pulse energy limitations. The eventual adoption of chirped-pulse amplification by various laser manufacturers helped to relieve these constraints. By temporally stretching the pulses’ durations before they are injected into the regenerative amplifier-thus staying below optical damage thresholds-and then recompressing them after amplification, pulse energies of 100s of µJ (and in some cases more than 1 mJ) can be achieved for pulses under 200 fs-all within a small, stable laser architecture.
The chirped-pulse amplification technique would ultimately go on to win the Nobel Prize in Physics in 2018, but not before it played a crucial role in solidifying the industrial viability of femtosecond lasers. This pivotal technology is now regularly packaged into small form factor lasers that can be easily integrated into space-efficient laser micromachining systems.
The Femtosecond Laser Advantage
The combination of temporally clean, high-energy pulses below 300 or 400 fs from modern, reliable industrial femtosecond lasers ushered forth a revolution in medical device manufacturing potential. With pulse durations significantly shorter than electron relaxation times in a material’s atoms, femtosecond lasers can ablate matter nearly a thermally before the electrons transfer energy back to the bulk material. This allows for extremely precise material removal, with minimal heat-affected zones and thermal effects (e.g. melting, burrs, and dross) that require extensive and often destructive post-processing procedures, which are costly to medical device manufacturers.
The extremely high peak power, or intensity, of femtosecond pulses also enables multiphoton absorption effects that expand both the range of materials that can be processed and the types of features that can be produced. The absorption efficiency improvements and resulting ablation rates can be dramatic, even when comparing a standard femtosecond pulse to short picosecond pulses.
While modern femtosecond lasers offer a range of wavelengths from near-infrared (typically 1030-1064 nm) to green (515-532 nm) to ultraviolet (257-355 nm), the nonlinear atomic effects greatly enhance the capabilities of longer near-infrared wavelengths for processing materials that have traditionally required shorter wavelengths (higher-energy photons) to process with high quality. Shorter wavelengths, like green and ultraviolet, are still critically important in many cases, and their increased depth of field and ability to focus more tightly can be advantageous for extremely small features. However, a standard femtosecond laser in IR wavelength is incredibly capable, even with highly reflective metals and medical-grade polymers. IR femtosecond lasers are used effectively for polymer tube and stent cutting applications, as well as for creating functional surfaces and high-contrast, wear-resistant marks on reflective aluminum components, allowing system integrators to avoid the power and energy loss inherent in harmonic generation.
Similarly, green wavelength femtosecond lasers are ideal for a wide array of polymer and metal alloy catheter and cannula processing applications that require high quality and very small features-requirements that traditionally pointed to ultraviolet wavelengths. By forgoing UV wavelength and using green instead, system integrators can build high-volume medical device production machines that mitigate the instabilities, frequent maintenance, and high consumable costs often seen with machines reliant on optics with coatings optimized for UV wavelengths.
Cutting: Beyond The Stent
Stent cutting of both metal and polymer tubes is one of the most recognizable forms of femtosecond laser cutting in the medical device industry. Generally, a converging femtosecond laser beam is directed through a 300-700 µm nozzle orifice to the surface of the tube, shrouded coaxially by a high-pressure inert or active assist gas. The laser beam remains stationary, while a high-precision motion system rotates and translates the tube below the fixed beam. The combination of low relative surface velocities and focused, pressurized assist gas allows for a single-pass, full-wall thickness cut that may remove more than 90% of the tube’s surface area in an intricate, sometimes expandable geometry.
Coaxial gas-assisted laser cutting is used widely and can often provide faster overall cycle times for parts that require through-cuts in thicker materials, even with typical cutting velocities on the order of only 1-10 mm/s. However, for medical devices consisting of very thin, flexible, or deformable materials and complex, three-dimensional geometries, laser cutting performed with a high-velocity galvanometer-controlled scanning beam is preferred.
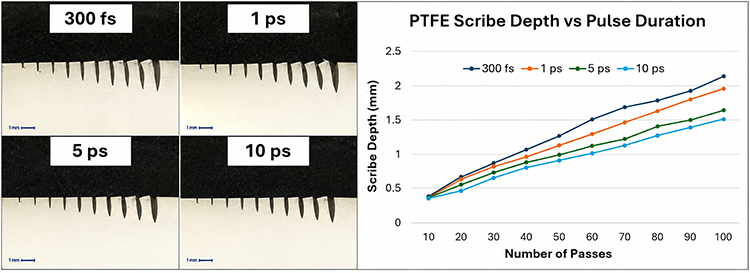
In the laser industry, femtosecond laser cutting with a galvo scanning system is often termed, simply but somewhat ambiguously, “laser micromachining” or “laser ablation.” This common cutting method uses multiple passes at high scanning velocities-often 100s of mm/s, and even over 10 m/s-to gradually vaporize or ablate layers of material in a precise path. The part is typically stationary, but advanced systems can coordinate rapid XY scanning and dynamic focus adjustment coupled with high-performance stages to move the part in concert with the laser beam. For a cut-out feature, this provides the ability to optimize the process by cutting the perimeter only, which saves time but leaves behind a blank of waste material; or by fully ablating the entire internal area of the feature, often with a final perimeter “clean-up” pass, which vaporizes the entirety of the feature so no waste remains. Intricate ablation patterns, the ability to jump rapidly from one cutting area to another for thermal management, and the clearance provided by the f-theta lens are added benefits.
The scanning laser cutting method is the preferred option for processing the ever-growing class of medical devices focused on polymer balloon catheters and filters. Typically blow-molded from variations of Nylon, PEBA, PET, or polyurethane, these devices are both in common use and undergoing continual development. Balloon catheters are often designed to be inflated and deflated as needed during insertion into bodily cavities, where they aid surgical procedures by dilating blocked or narrowed passageways, like arteries or ureters, to make space for insertion of tools or to allow fluids to drain. Balloon filters find extensive use with cardiac pumps and during vascular surgeries to prevent embolism and other risks by sealing themselves against arterial walls and capturing debris or plaque. This is essential in surgeries like carotid artery interventions, where the filter catches debris before it can reach the brain, but still allows oxygenated blood to continue circulating.
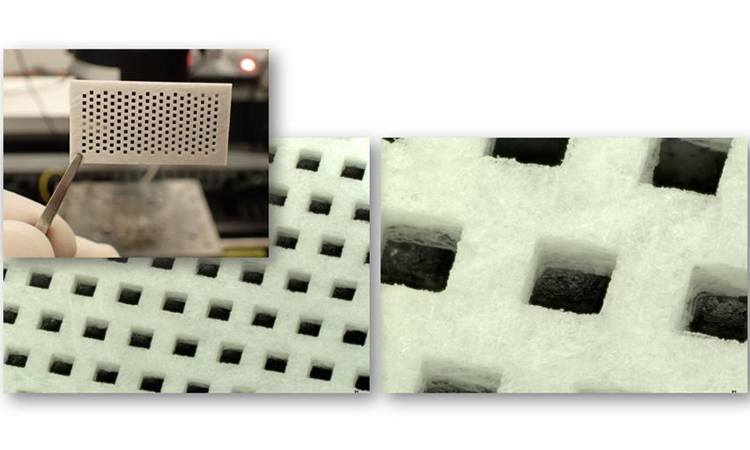
Femtosecond lasers provide the means to cut out the carefully-sized features in intricate patterns that constitute the filter sections of these balloons, leaving behind thin struts-often under 30 µm in width-that are pliable, strong, and able to withstand inflation, the pressure of fluid flow, and the accumulation of debris. The high degree of femtosecond laser control and stability prevents melting or other deleterious thermal effects that could degrade the integrity of the remaining material.
Femtosecond lasers are also proven in cutting biological materials for implantable devices, an important capability that harkens back to their extensive history in ablative eye surgery. The athermal nature of the femtosecond duration pulses is critical for mitigating collateral termal damage to the surrounding tissue and preserving the quality of the delicate tissues prior to device assembly and implantation. This is crucial for cardiac valve replacement procedures, where femtosecond lasers are used to cut valve components from animal pericardial sac tissue, and for creating meshes out of collagen sheets. These meshes act as natural scaffolds and aid in recovery following hernia repairs and soft tissue reconstruction, and the presentation of the near-natural (free of thermal defects) femtosecond laser-cut edges to the adjacent tissues improves their incorporation in the body.
Drilling: Complexities of a Simple Hole
A laser-drilled hole is a surprisingly complex feature, as attested to by the multiple methods used to create it-percussion, trepanning, helical, single spot pulsed drilling-and its broad range of applications. Femtosecond laser drilling is performed to create small, precise, debris-free holes with varying taper angles on countless medical devices, but it also provides a crucial function for medical needles and cannulae. Medical cannulae are typically on the order of 350 µm to 1.0 mm in diameter and can be made of various metals and alloys, like stainless steel, titanium, and nickel titanium, and medical-grade polymers like polyurethane, polyimide, PTFE, and PEEK.
Cannulae are inserted into veins, spinal spaces, and other cavities in the body, and the variety of materials offers a range of strength and flexibility. Their small size makes them easy to manage for insertion and removal and helps to mitigate discomfort at the insertion site. Common pointed tips are sometimes machined with femtosecond lasers, but the most common features are laser-drilled delivery holes. Generally in the range of 50-200 µm, through one side or multiple sides, as required by the application, the holes allow for controlled delivery of critical pharmaceutical drugs, insulin, antibiotics, chemotherapy medications, and opioids for pain management. Due to their high volumes and the heightened sensitivity of their applications, the laser hole drilling step in cannulae production must remain highly stable, both in quality and in dimension.
Femtosecond lasers are also adept at drilling these small, precise holes through multiple layers of dissimilar materials. Many polymer catheters and cannulae are reinforced with embedded metal braids to help balance their flexibility, steerability, pushability, and overall capacity to resist torsion and kinking. When multiple holes are needed in precise positions, it may be necessary for the laser to drill through both the bulk polymer and the internal metal braid in a particular location, maintain hole quality and dimensions of the hole, and leave a smooth, flat surface to the machined polymer and metal on the inside walls of the hole. This helps prevent disruptions to fluid flow and avoids degradation of the strength and integrity of the catheter or cannula itself.
Surface Texturing: Providing Functionalization
Lasers have long been used to texture and modify material surfaces, and femtosecond lasers are used in an ever-broadening field of functionalization techniques and applications. IR, green, and UV wavelength femtosecond lasers are all put to frequent use for surface functionalization, as dictated both by material and by feature size.
For many years, both picosecond and femtosecond lasers have provided “dark marking” capabilities to the medical device industry. A well-known example of laser-induced periodic surface structures (LIPSS), these robust, high-contrast marks are beneficial for surgical dimensional markings, labeling, and UDI, and can withstand many of the aggressive passivation and autoclaving treatments performed regularly on medical devices.
In LIPSS and other surface texturing processes, femtosecond lasers remove small amounts of surface material, but with minimal thermal impact to the processing site and the surroundings. The extremely high peak power is delivered precisely, creating micron- or nanometer-scale features in highly repeatable patterns. Femtosecond lasers, particularly in green and UV wavelengths, can be focused down to very small spot sizes, which can aid in the creation of these microscopic features and geometries. This is often essential for producing hydrophilic surfaces on catheters and implants, increasing wettability and reducing friction to improve insertion and removal dynamics. It also helps in creating hydrophobic surfaces that can prevent protein absorption and clotting and help promote blood flow. Hydrophobic surfaces increase the biocompatibility of devices like stents and are applied to numerous surgical tools and implants, where their antimicrobial properties reduce infection risks.
Femtosecond lasers, particularly in green wavelength, are ideal for creating sub-20 µm features on common alloys like nickel titanium, cobalt chromium, and platinum iridium to produce echogenic surfaces on guidewires and surgical tools. These functionalized surfaces provide strong, clear ultrasound reflection responses during surgical procedures so the surgeon can pinpoint the location of the device within a bodily cavity. On polymer balloon catheters, like those described previously, femtosecond lasers are often used to create textures that increase surface area and improve adhesion for electronic components and other packaging and assembly parts.
Conclusion
The ultrashort pulse femtosecond laser has become an increasingly important and prevalent tool in the manufacture of medical devices over the past decade. Its unique attributes and capabilities make it ideal for processing some of the smallest, most sensitive components in a stable manner that enables high-throughput production. Femtosecond lasers are already demonstrating their value for the next generation of medical devices, and continual advancements in the lasers themselves, as well as in adjacent optomechanical and motion control technologies, will only broaden their implementation.

