

As machining complexities continue to evolve with customers looking at new ways to balance precision with productivity, the advent of hard part turning has emerged as an ideal alternative to grinding.
Broadly, hard part turning refers to machining of parts with a hardness of above 45 HRC, although most frequently the process concerns hardness of 58 to 68 HRC. The workpiece materials involved include various hardened alloy steels, tool steels, case-hardened steels, high temperature alloys, nitride irons, hard chrome coated steels, and heat-treated powder metallurgical parts with application across end markets such as transportation, general engineering, energy, and aerospace.
There are several clear benefits of turning with a PCBN insert over the conventional grinding process for finishing hardened steel parts. Turning centers are less expensive and offer process flexibility as compared to grinding, without compromising on high precision needs, thus saving both time and cost. With new wiper geometries on the polycrystalline cubic boron nitride (PCBN)inserts, it has become convenient and easy to leverage turning for even demanding surface finish requirements.
Gear wheel bearing surfaces are a typical example of early applications converted from grinding to hard machining using inserts in PCBN. Some additional advantages over grinding include easy to adapt to complex part contours, quick changeovers between component types, consolidation of operations in one set-up, high metal removal rate, low machine tool investment, elimination of coolant in most cases, small tool inventory and eco-friendly metal chips.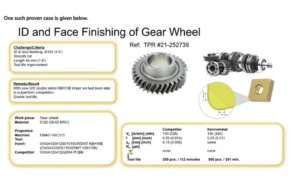
Challenges in Hard Part Turning
It is mainly a finishing or semi-finishing process where high dimensional, form, and surface finish accuracy must be achieved. Since material hardness is > 45 HRC, it can induce high tool tip temperature which if left unmanaged can result in high stress on the component or the formation of white layers. Process parameters have a narrower range of acceptable values than in conventional turning, and failure to properly optimize may lead to a combination of poor tool life, poor surface finish and unacceptable dimensional accuracy on the component.
Cutting Tool Characteristics
In hard part turning, the selected cutting tool should have a high indentation hardness, high hardness to modulus ratio, high thermal conductivity, high abrasive wear resistance and high thermal, physical and chemical stability. The cutting tool should be wear-resistant, tough, and chemically stable. Among all the available cutting tool materials, PCBN scores high on these parameters and thus is an optimum choice for such applications.
How to overcome some of these challenges with recent innovations?
In hard part turning applications, generally the requirement of surface finish and geometrical accuracies on the part are very stringent. Kennametal’s latest GW (General Wiper)technology in PCBN helps to achieve the right balance between the cost, productivity, and quality characteristics.
In applications, where we do not need a superior finish – with Wiper technology we can double the feed rates and improve the overall efficiency. The -GW wiper geometry besides offering a good process stability, it also generates the lowest cutting forces, thanks to the new developed curved edge Wiper design technology.
The double sided PCBN mini tip offers the best economy with higher number of cutting edges. The new coating enhances the speed capabilities and provides longer tool life. The outer TIN layer helps to detect the wear more efficiently. Overall enhanced edge preparation for longer tool life, reliable performance, better surface finish and machining accuracy.
KBH10B & KBH20B is the improvement of our H05 to H20 PCBN hard part turning portfolio and the latest addition to KBH10 & KBH20.The target markets are Automotive transmission, drives and brake systems.
To summarize, Kennametal tools offer the following features and benefits that make them an ideal solution for hard turning:
- PCBN tipped insert
- Designed for hard turning applications
- KB5630 can also be applied for roughing to finishing in interrupted cuts on hardened steels (>45 HRC) and on gray cast iron, chilled irons, high chrome alloyed steels, high temp alloys and sintered powder metals

